

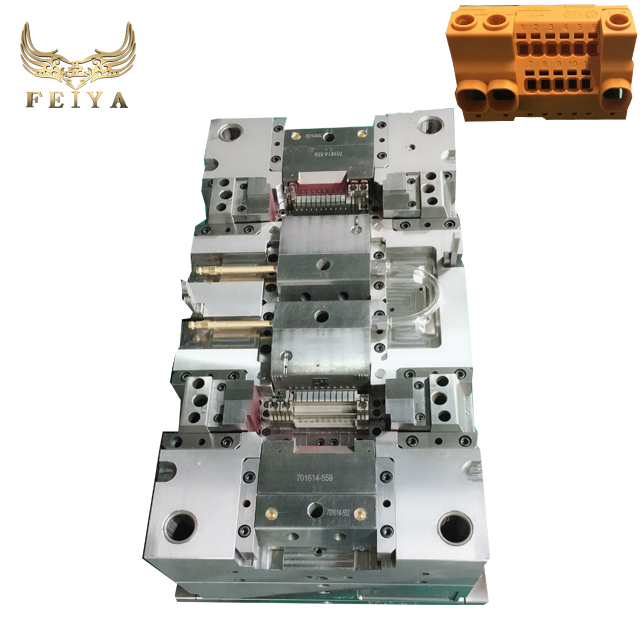
liejimo įpurškimo paslauga – Kinijos gamykla, tiekėjai, gamintojai
Mūsų pareiga gali būti patenkinti jūsų pageidavimus ir sėkmingai jus aptarnauti. Jūsų malonumas yra mūsų geriausias atlygis. Mes nekantriai laukiame, kol galėsime išplėsti jungtį, kad galėtume teikti liejimo įpurškimo paslaugą,Įpurškimo liejimo štampų dizainas , Formuoti komponentai , Šeimos formų įpurškimas ,Dujų pagalbinis liejimas. Sveiki atvykę į mus bet kuriuo metu, kad užmegztumėte verslo santykius. Produktas bus tiekiamas visame pasaulyje, pavyzdžiui, Europoje, Amerikoje, Australijoje, Čikagoje, Lenkijoje, Monrealyje, Kanberoje. Reikalaudami aukštos kokybės generavimo linijų valdymo ir klientų ekspertų pagalbos, dabar sukūrėme savo sprendimą, kad galėtume aprūpinti pirkėjus naudojant pradėti nuo sumos gavimo ir tik po paslaugų praktinės patirties. Palaikydami vyraujančius draugiškus santykius su pirkėjais, mes nuolat atnaujiname savo sprendimų sąrašus, kad patenkintume naujus poreikius ir atitiktume naujausius Maltos rinkos pokyčius. Buvome pasirengę susidurti su rūpesčiais ir tobulėti, kad suprastume visas tarptautinės prekybos galimybes.
Susiję produktai

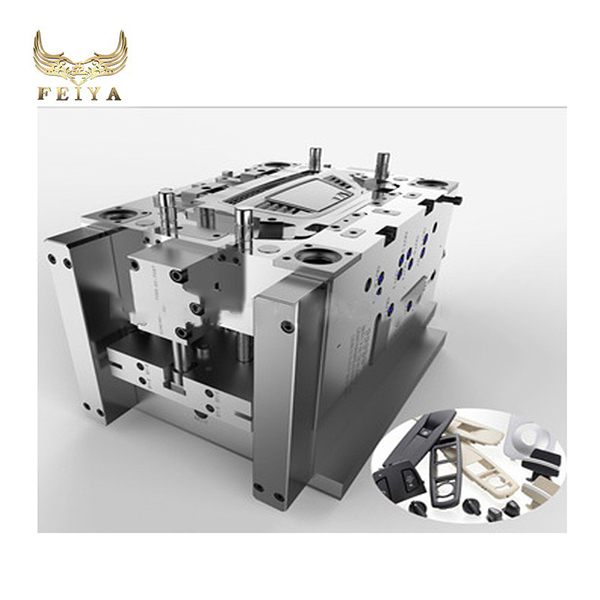
Profesionalus gamintojas pagal užsakymą plastikinių dalių plastiko liejimo įpurškimo paslauga
Skaityti Daugiau






Perkamiausi produktai










- Susijęs dienoraštis
- Atsiliepimai
